
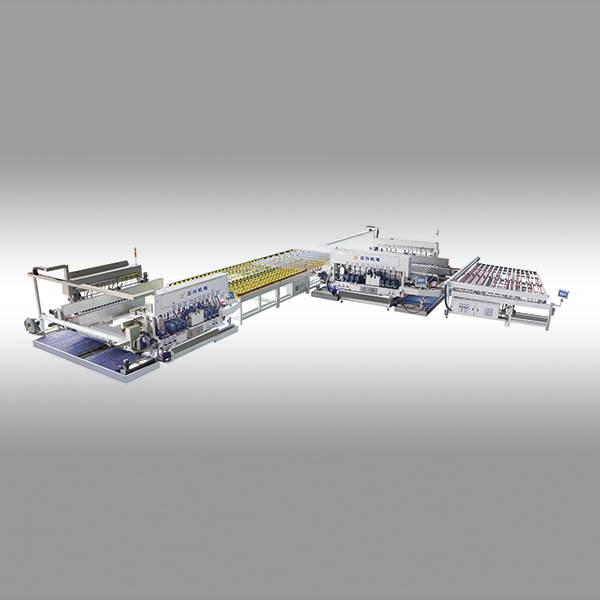
двојно ивица линија со голема брзина супер стакло финиш Т-маса за пренос
FH4225 SM2242GT + ZT4225 + SM2225GTS

Контролен компјутер

Прецизен систем за мерење на серво

систем за прилагодување на ширина

Високо квалитетни електронски делови

Пневматски систем за полирање

Мотор Арис

Табела за пренос на висока ефикасност

Табела за пренос на висока ефикасност
Вовед во машина
Табела за мерење стакло
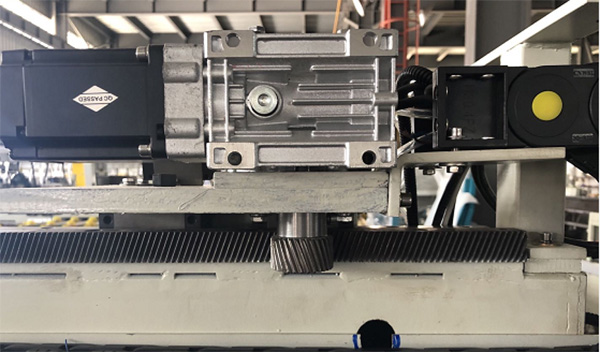
Погонски систем
Опремата се користи за пренесување и позиционирање на стаклото што треба да се обработи, да се изврши точно мерење на должината, ширината и дебелината на стаклото и да се пренесат податоците на дворедниот мелница и друга опрема за обработка за понатамошна обработка на стаклото.
Конструкцијата на маса за мерење стакло вклучува 4 дела подолу:
1. Табела Positiong
Преносот на стаклото што се движи напред или на страна се придвижува со конвертор на фреквенција и мотор со променлива фреквенција. Брзината на преносот може да се прилагоди. Прецизно позиционирање од високо квалитетни сензори. Должината, ширината и дебелината на стаклото може да се измерат по правилно позиционирање.
2. Уред за мерење
Димензијата на должината и ширината на стаклото се мери со многу прецизен сензор за погон на запчаници управувано од серво мотор. Димензијата на дебелината на стаклото се мери со притисок на најлон блок управуван со цилиндар врз површината на стаклото и енкодерот управуван од опрема. Притисокот на цилиндерот се прилагодува одделно.
3. Електричен систем за контрола
ECS се состои од програмабилен контролер (PLC), екран на допир (HMI), серво-возач, серво-мотор, конвертор на фреквенција, мотор за конверзија на фреквенција, сензор, итн. PLC контролира машината да работи автоматски според технологијата на обработка. ХМИ ја завршува задачата за интеракција меѓу човек и компјутер.
4. Систем на софтвер
Софтверскиот систем ги споредува податоците од табелата за мерење стакло со податоците за нарачката и автоматски се совпаѓа со најблиските податоци за стаклото. Во меѓувреме, стаклените податоци се пренесуваат на мелницата за двојни раб и друга опрема за обработка за режим или сериско производство.
Оперативен принцип:
Рачно или автоматски ставете еден лист стакло врз масата за мерење стакло. Стаклата за мерење стакло ги пренесува, позиционира и прецизно мери димензиите на должината, ширината и дебелината на стаклото. Измерените стаклени податоци се пренесуваат на системот за управување за споредба за да одговараат на податоците за нарачката и се пренесуваат на мелницата со двојни раб и друга опрема за обработка за понатамошна обработка на стаклото. Следниот единствен лист стакло се става на масата за мерење стакло и започнува следниот циклус на работа.
2. Машина за полирање со двојно раб од стакло.
Број на модел: SM2242GT SM2225GTS
Оваа машина е наменета за полирање на два спротивни рабови на стакло истовремено.
а) Контрола
Оваа машина усвојува јапонски Mitsubishi PLC контрола и 10 ”оперативен интерфејс. Екранот ги прикажува сите детални параметри на стаклото. Секоја машина може да биде контролирана од свој компјутер или контролирана од главниот компјутер.
Правото на корисникот може да се оцени како оператор / поправка / администратор, спречувајќи грешка да се случи, да ја заштити машината од лошо работење.
б) Пренос со висока прецизност.
Двата подвижни ленти за темпирање се придвижуваат од два серво мотори, со одлики за висока прецизност, голема брзина, голема синхронизација.
в) Движење на мобилниот дел за мелење.
Подвижниот дел за мелење се движи по линеарен водич за топчести лежишта близнаци. Преносот се спроведува преку топчести завртки, кои се водат од серво мотор, Максималната брзина на движење на делот за мелење може да достигне 15 метри во минута. Овој систем исто така вклучува систем за сопирање и зафаќање, што може да гарантира стабилно движење на делот за мелење, мала сила на удар. Оваа структура може да гарантира стабилност на силата на зафаќање за стакло со големи димензии, дури и откако машината работи подолг временски период.
г) Секој двоен рабови има по една автоамтичка средна шина за поддршка, која се движи заедно со подвижниот дел од грининг, што поддржува стакло од средна позиција за да спречи виткање на стаклото. За двоен остро многу голема големина, ние исто така обезбедуваме уште една преносна шина за поддршка, која може да се постави рачно на потреба.
д) Системот на горната патека нагоре и надолу користи структура на лизгачка плоча без заглавен проблем на традиционалниот систем на лизгачки ракави
ѓ) Систем за позиционирање.
Системот за позиција на полнење на стакло вклучува четири дела: фиксни ролки, подвижен систем за зафаќање на воздухот, блокови за порамнување (еден лево и еден десно), врвни ролки за притискање на воздухот (еден лево и еден десно). Стаклото е прецизно порамнето и цврсто притиснато од системот за позиционирање. Овој систем гарантира прецизност на мелење и ефект на полирање.
е) Лесно прилагодување
Зголемувањето / падот на моторите на горниот систем за следење и горниот арис се движат од мотори. Може да се постави автоматски според различна дебелина на стаклото.
ж) Систем за полирање на воздухот.
Со тркалото за полирање управува воздухот, кој е контролиран од PLC и електромагнетниот вентил, кои можат да се движат напред / назад во согласност со стаклената положба. Овој систем може автоматски да го компензира абењето на тркалата, давајќи постојан притисок на стаклото и добивајќи ист резултат на полирање.
Системот за движење на моторот за полирање користи високопрецизен систем на двојно линеарно лизгање на шини.
з) подрум и рамка:
Изработени се од густ фабрикуван челик, кој се третира со печка за печење во нашата фабрика. Со добра стабилност и анти-торзиона цврстина, цврстина против виткање.
)) Мотор
Користете мотор со голема прецизност и ниска вибрација со променлива фреквенција ABB. Брзината на моторите може да се зголеми на 4300RPM преку фреквентен инвертер, брзината на работа на машината може да се зголеми на 20 метри / минута.
Системот за контрола на моторот има функција за заштита на преоптоварување / недостаток на фаза / краток спој, електронските делови користат меѓународна марка, стандардни типови, лесно може да се најдат на пазарот, со што се намалуваат трошоците за одржување на клиентите, се зголемува ефикасноста на производството.
и) Транспортер од горен / долен пренесувач усвојувајте тајминг ремени.
л) Подмачкување:
Линеарни завртки за лежишта со топчести лежишта и водилки се подмачкуваат со автоматска пумпа за масло.
Машината исто така опреми рачна пумпа за подмачкување, која ја подмачкува лизгачката површина.
м) Прилагодување на работната брзина: Преку фреквентен инвертер.
ј) Резервоар за вода, послужавник за вода, горен / долен капак на ременот за тајминг, линеарни водилки за шини / топчести завртки се изработени од не'рѓосувачки челик.
о) мерач на амперометар:
проверете го пропорцијата на тркалото.
Повеќе детали фотографии.
Агол мотор за мелење
Дизајн на водоотпорен водоотпорен приклучок за замена разбирлив индикатор за амперметар на моторот нагоре и долен арис.
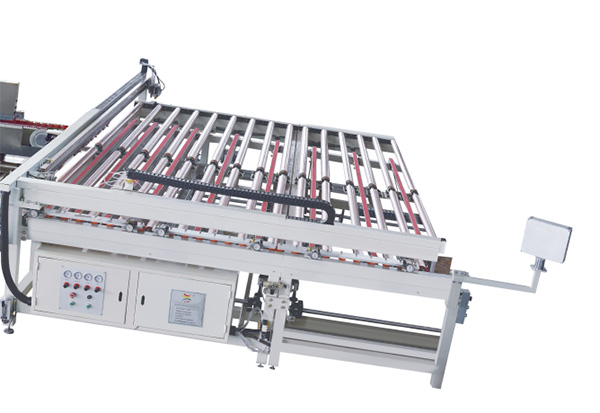
3. Л-форма Трансфер табела. Табела за ролери и ремен за тајминг.
Оваа машина е составена од систем за пренос на ролери и систем за пренос на временски ремени. Системот за пренесување на ролери се движи од синџир, брзината се контролира со инверторот кој се прилагодува на брзината на поставување.
Системот за пренос на ременот на тајмингот може да се подигне и спушта надолу. Кога ќе излезе стакло од првиот двоен работ, системот за ремен тајминг ќе се подигне нагоре. Стаклото ќе се премести во десниот позитон и потоа ќе се спушти на системот за пренос на ролери.
Систем за подвижна лента за тајминг користете алуминиумско тело со профил.
Технички параметри
Брзина на производство
| Предмет | Дебелина на стакло | Макс. работна брзина | Заврши стакло |
|
1 |
4 - 6 мм | 22 м / мин | Грубо мелење |
|
2 |
8 -10 мм | 18 м / мин | Грубо мелење |
|
3 |
12 - 15 мм | 15 м / мин | Грубо мелење |
|
4 |
4 - 6 мм | 16 м / мин | Фино полирање |
|
5 |
8 -10 мм | 14 м / мин | Фино полирање |
|
6 |
12 - 15 мм | 12 м / мин | Фино полирање |
Прецизност на работата:
| Предмет | Опис | Прецизност Опсег |
|
1 |
Прецизност на дијагонална линија | ≤0,5mm / m |
|
2 |
Паралелна прецизност | .20,2мм / м |
|
3 |
Прецизност на големината на Арис | .20,2мм / м |
|
Предмет |
Параметар | Опсег |
|
1 |
Макс. големина на стакло | 4200х2500 мм |
|
2 |
Мин. големина на стакло | 350 x 350 mm (двоен острица без средна заграда400 x 400 mm (целата линија |
|
3 |
Дебелина на стакло | 3 - 28 мм |
|
4 |
Ширина на Арис: | 1 - 3 мм |
|
5 |
Длабочина на мелење | 3 мм (единечна страна) |
|
7 |
Брзина на прилагодување на ширина | 1 - 15 м / мин |
|
8 |
Работен притисок на воздухот | 0,7 MPa |
| Работна висина: | 920 - 960 мм | |
|
9 |
Комплетна моќност | Околу 135 KW / 380V 50Hz 3P |